“超声波塑料焊接机”是怎么调节模具的(下)
1、为了到达机械的最大功率,上焊接型和工件之间的距离有必要尽可能缩短,但要保留工件的配置和取出所需的高度。 升降台的最大行程为75 mm,在调节之前,确定上焊接型为最大行程时,不触摸工件。
2、a) 将挑选开关置于手动位置,调节压力按钮,使压力表停在0.2Mpa左右(使焊头大概上升的最小压力)b) 置下焊模于作业台面,再放工件于下焊模内。
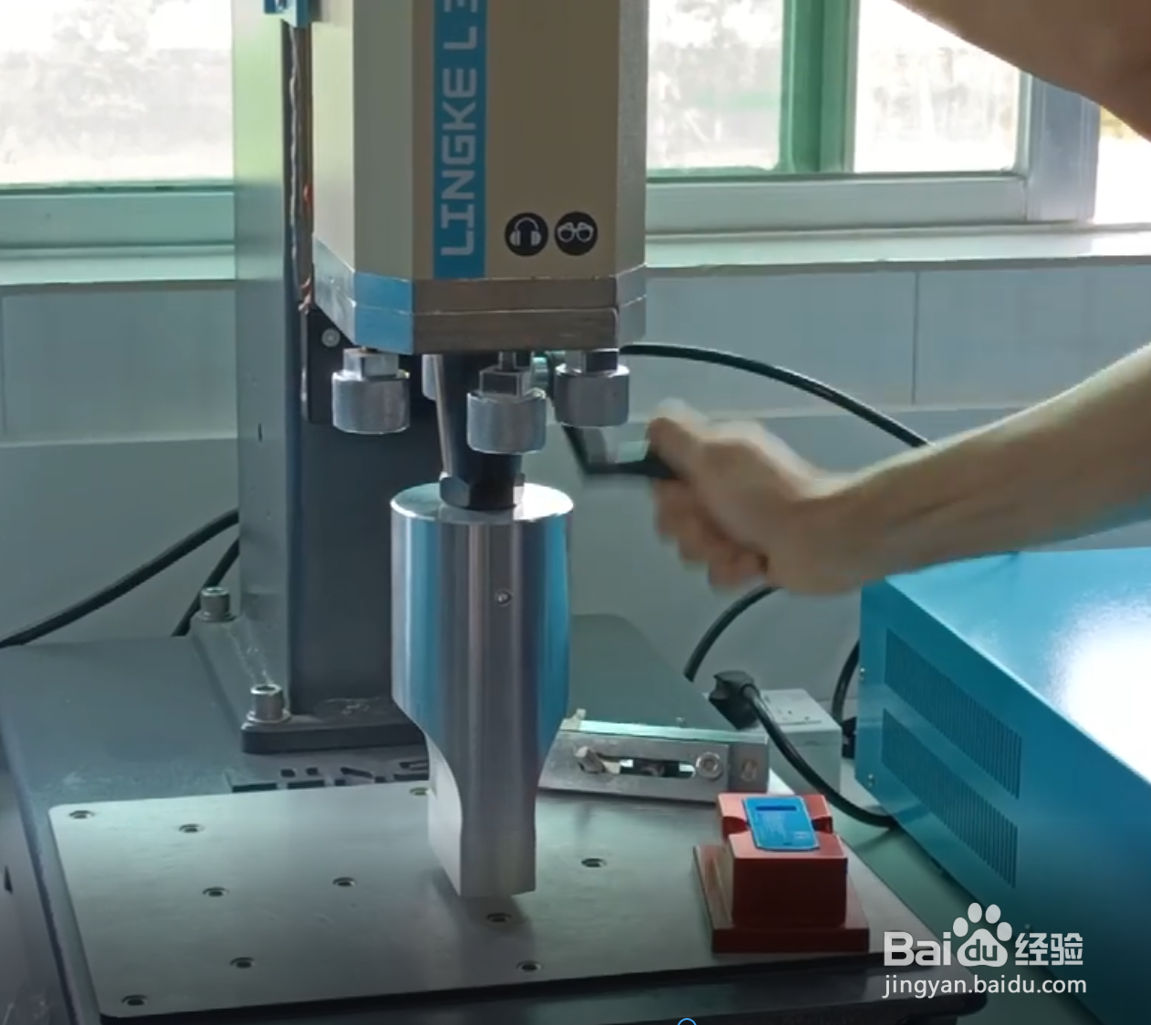
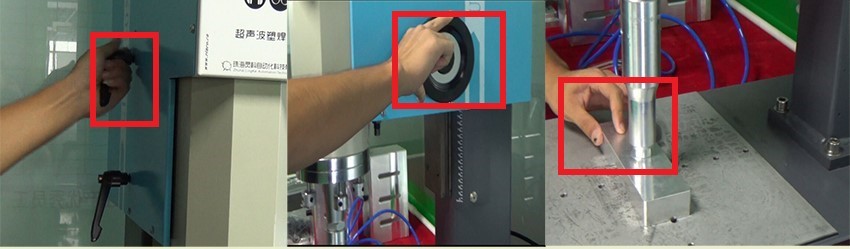
3、c) 松开机体的锁紧把手,转动升降手轮,使上焊模与工件之距离大于75mm,扳紧锁紧把手。d) 双手按下两个发动按钮,使上焊模下降。

4、e) 松开四支焊头固定螺丝,旋转上焊模以合作工件,然后再锁紧四支焊头固定螺丝。f) 松开限位螺丝,旋转限位螺丝(M12x1),使之与升降台触摸。按紧迫上升按钮,使上焊模上升,再旋转限位螺丝约7mm。
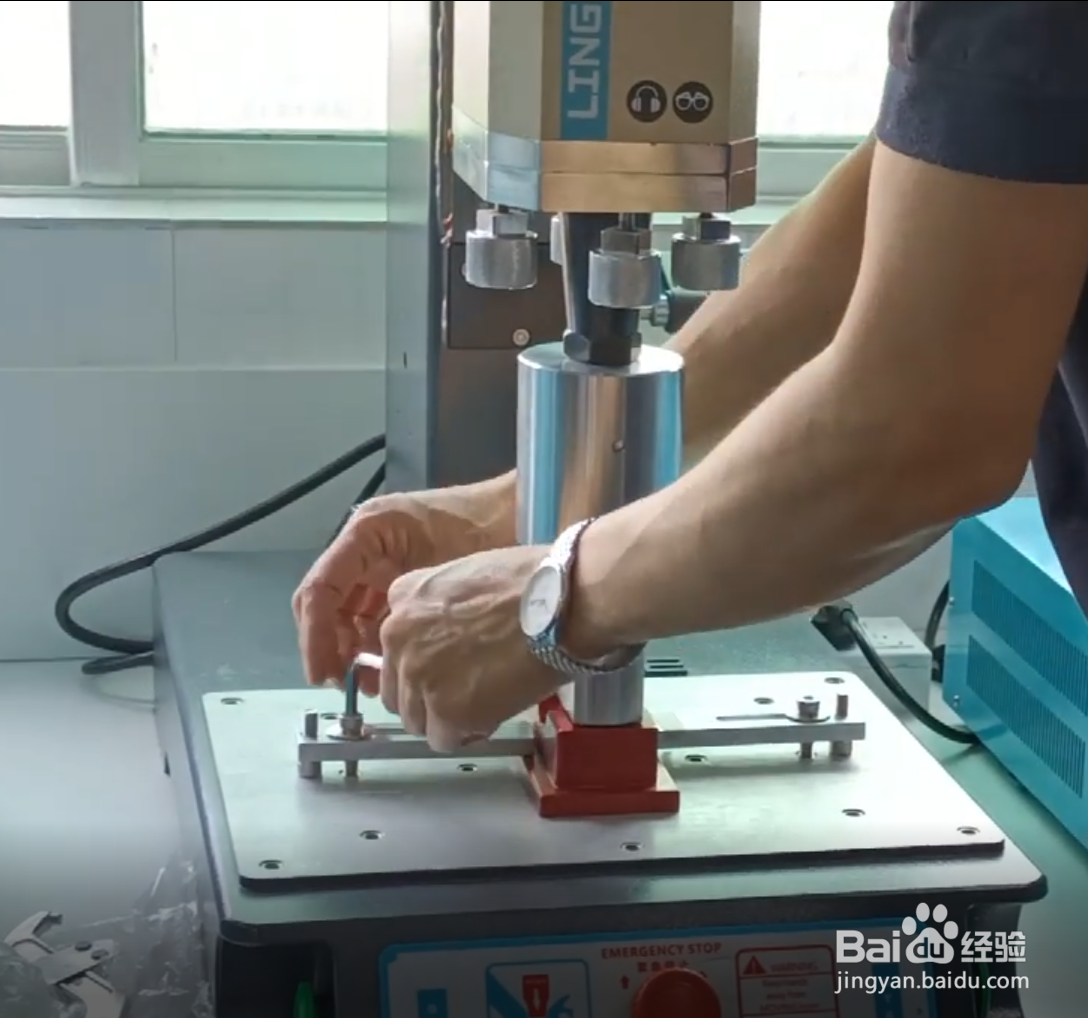
5、g )用双手按2个开端按钮,使上焊接型下降。 松开机体锁紧手柄,转动升降手柄,使上焊接模具逐步下降,一起移动下焊接模具,使作业面与上焊接模具的触摸均匀,锁紧机体锁紧手柄
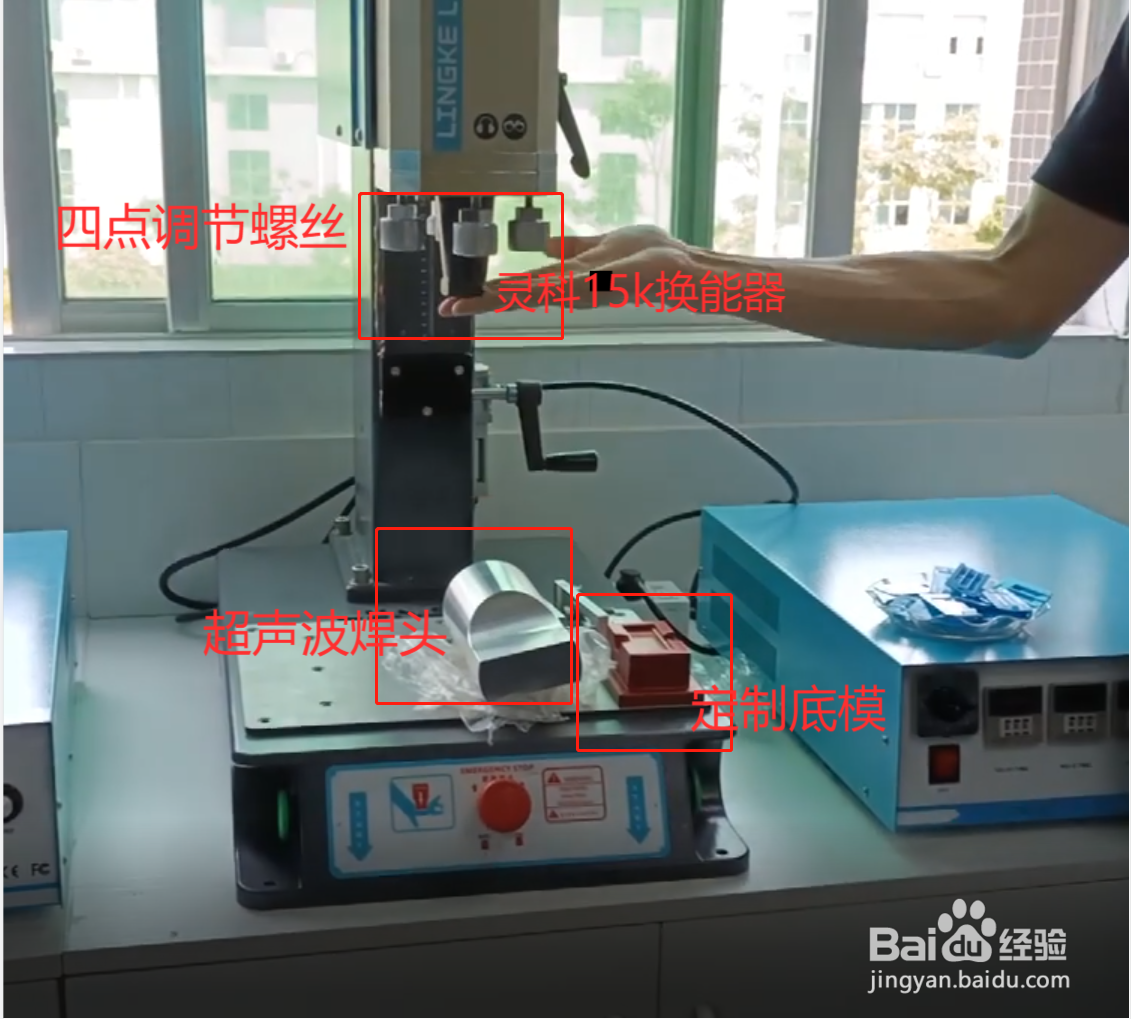
6、h )按下紧迫上升岳蘖氽颐按钮,使焊接头上升,使固定螺钉旋转,使其下降约2 mm,具体的尺寸经过工件,将操作时限的固定螺钉从钒捌貉穗升降中拆下。 但是,鄙人焊接模具中没有工件的情况下,止动螺钉会阻挠上焊接模具和下焊接模具的触摸,然后保护工件免受破损。i) 用螺丝压板固定好下焊模于作业台上。
7、j )以上的操作是校对癔癍哂瘌顺序。 更正确的校对模具在试验焊接时,一边检查一边调整,用转印纸在工件和上焊接之间,上焊接模具被愦茉煲箸压下后,调查白纸上显示的压痕,依据压痕的深度,用薄的垫片调整焊接模具的底部,均匀地压迫工件的焊接面。k )平面调整带螺丝的机种的焊接头方向和水平调整方法。
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:23
阅读量:25
阅读量:70
阅读量:28
阅读量:74