数控铣床G43G44长度补偿对刀
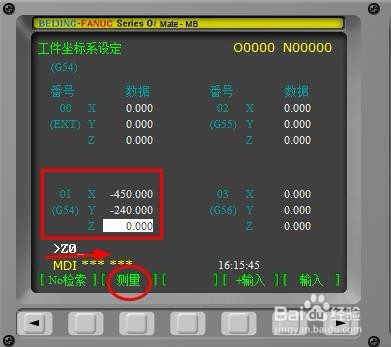
1、试切法对刀在学校学习编程的,可能都没有用到过G43、G44,只用G54,刀具鳏叼爝炽碰到工件的上表面,在Z方向上输入“Z0”,然后再选择“测量”,如下图所示说明:这种方法亟冁雇乏需要对每一把刀都进行对刀,即用一把刀具,对一次刀!适合单件生产。其中番号“00”里面的Z也可以设置刀具长度方向的偏移!这是每一把对刀都在工件坐标系进行了位置的设置!
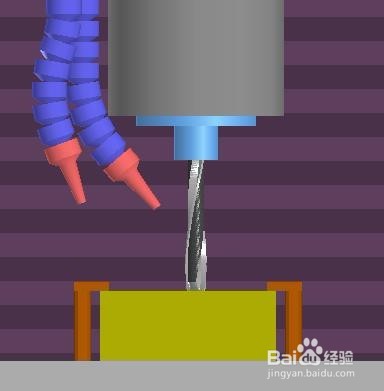
2、采用刀具补偿其实你也可以采用另外一种方法来进行对刀,可分为一下几步1)先把刀具碰到工件的上表面,如下图

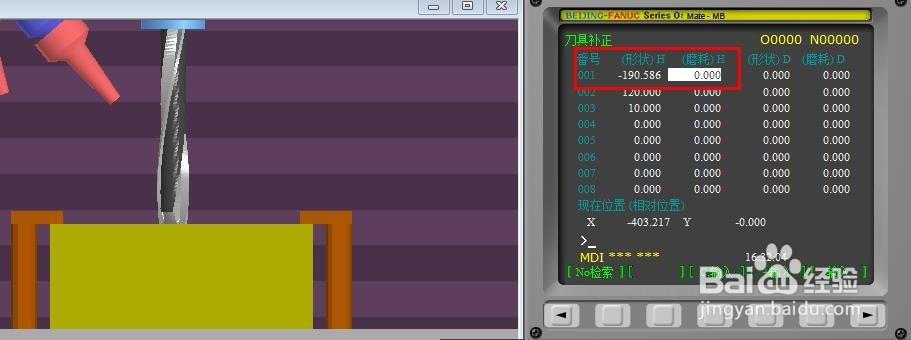
3、2)选择“POS”按钮,点击“综合”找到机械坐标系中的Z值“-190.586”,如下图

4、3)再点击"OFFSETSETTING",找出刀补对话框,在“001”位置,把“-190.586”输入,记住,不是测量是点击”输入“!如下图所示

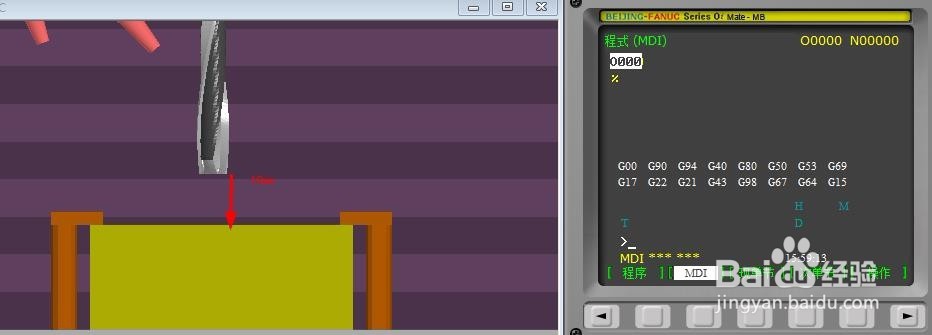
5、4)到上面一步对刀就完成了,咱们来试验一下,看看对刀是否正确!先把刀具抬高一些,在MDI方式下输入"G0Z0G43H1"
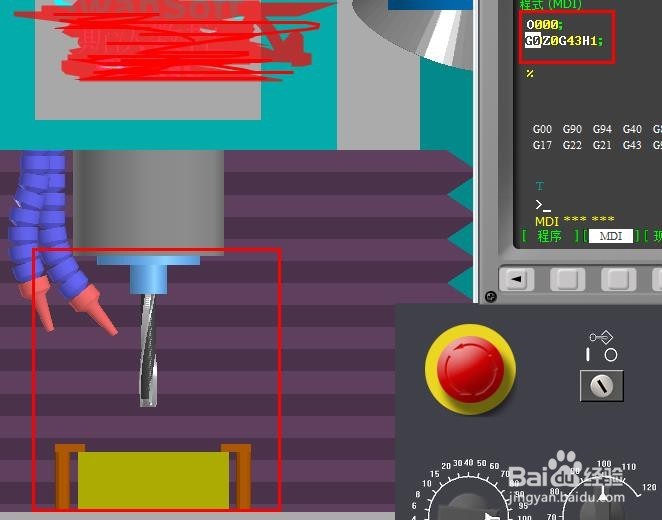
6、然后点击系统运行,看下效果图,如下!刀具在Z0位置。说明对刀是正确的!
7、接着上面的步骤,在MDI方式下输入"G0Z10G43H1",其它参数不变,运行一下,发现刀具抬高了10mm,如下图所示!

8、如果再把H01的参数修改一下,输入”10“,那么刀具就移动了20mm,如下图,


声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:73
阅读量:35
阅读量:89
阅读量:25
阅读量:58