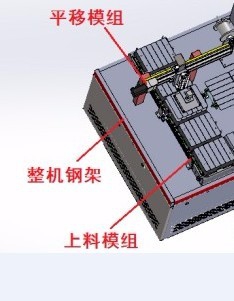
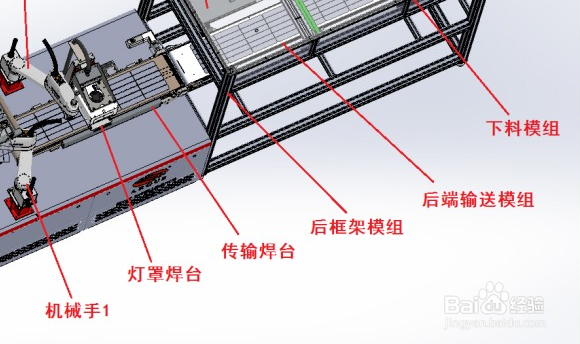
汇流条自动焊接机机械机构图解介绍
1、上料模组:料盒满足小于巡綮碣褂或等于276x220电池片,料盒做成三边固定,一边调节,改变料盒空间大小满足不规格的电池渔镭沃昏片。顶升机构上下将电池片顶起,吹气机构将多的电池片吹掉,红外感应开关感应电池片,提醒客户更换料盒。料盒一般放200片电池片,一般5分钟左右换料(具体节拍要看做的出来的设备)。
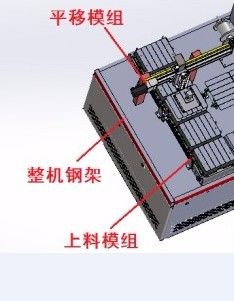
2、取料平移模组;吸盘做两排,吸盘距离可调,保证能吸取不同规格的电池片。料盒的电池片用吸盘取出,放到输送带上。
3、输送带模组:输送电池片,相机拍照。
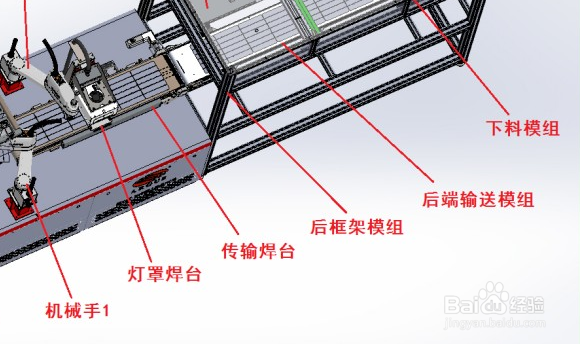
4、机械手1: 机械手旋转改变电池片正负极方向,相机拍照自动校正电池片,取片排版。
5、焊带裁剪机:将一卷焊带固定在电机上,电机送焊带,焊带头穿过滚轮,通过两个滚轮挤压的方式訇咀喃谆将焊带挤压出来,用切刀切断。自动裁剪汇流条并定位,助焊剂浸泡焊带(备注:设备外购)。
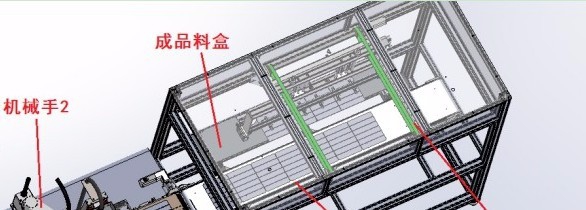
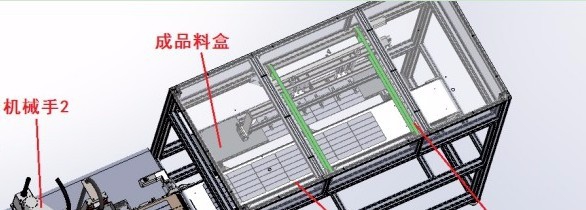
6、机械手2: 机械手放汇流条,按技术要求±0.5mm的公差是可以达到的,机械手根据程序控制皮带走的距离放汇流条。(汇流条焊接具体能达到什么精度要等设备验证)
7、灯罩焊台:采用连续焊接方式,钢丝网压汇流条和电池片,红外灯管加热自动焊接。
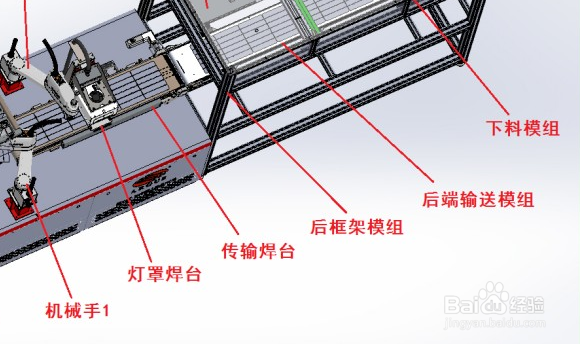
8、传输焊台:自动加热,吸附电池片,输送电池片。焊台宽度方向350MM,长度方向1500MM 。
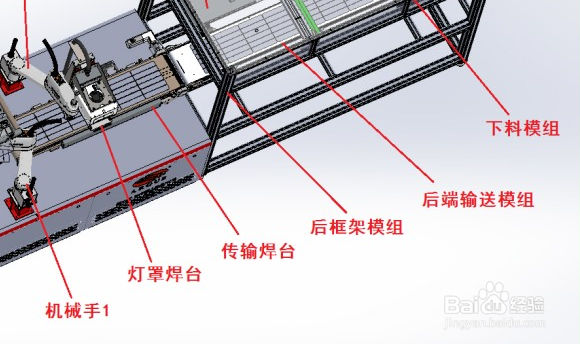
9、后端输送带模组:输送电池片,方便下料机构取料。
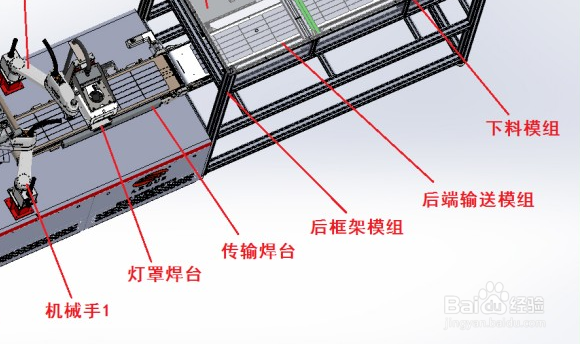
10、下料机构:搬运成品电池片。
11、成品料盒:焊好的成品放入料盒。
12、设备节拍:估算节拍最大4片1串,焊接1串时间在24S(具体节拍要看做的出来的设备)
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:57
阅读量:66
阅读量:62
阅读量:92
阅读量:89