RationalDMIS7.0检测操作流程
1、1.测量过程分析测量软件为RationalDMIS7.0,结合实践教学,简要分析CMM的测量规程。

2、2.测量要求与流程CMM是一种精密度很高的测量设备,对工作环境有着严格要求,如温度应控制在20+/-2,湿度控制在40%-60%,以及良好的防震保证。分析图纸,根据图纸要求确定被测量,大致规划测量过程,如基准的选择、测点的布置等。测量之前要选择合适的测头并进行测头校验,获取测球半径值。测头校验一般使用标准球作为基准,测点方法最少为五点法,即标准球顶部取一点,赤道上测四点。校验时,测座、测头、标准球均要固定良好,且表面洁净。测头校验是开始测量的首要环节,对测量结果影响较大,务必足够重视。
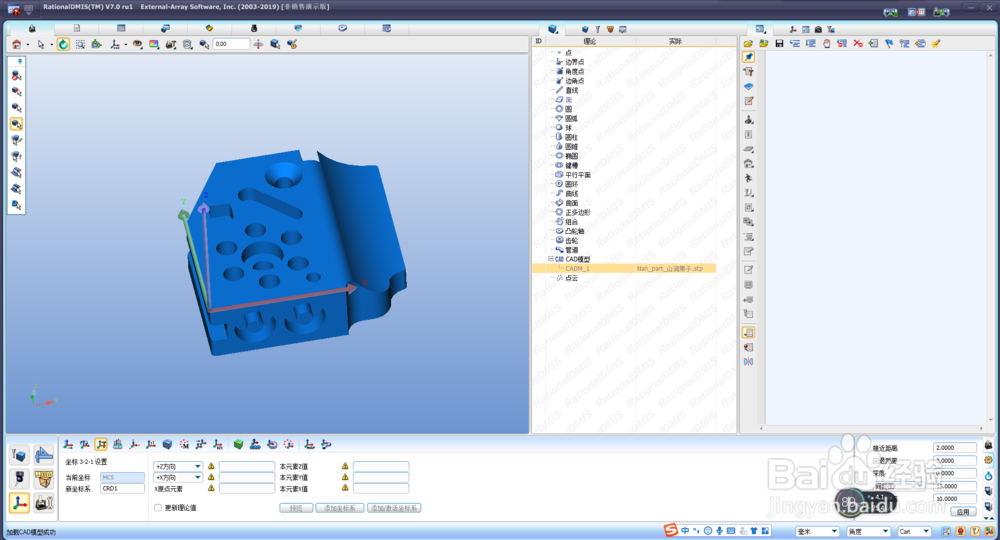
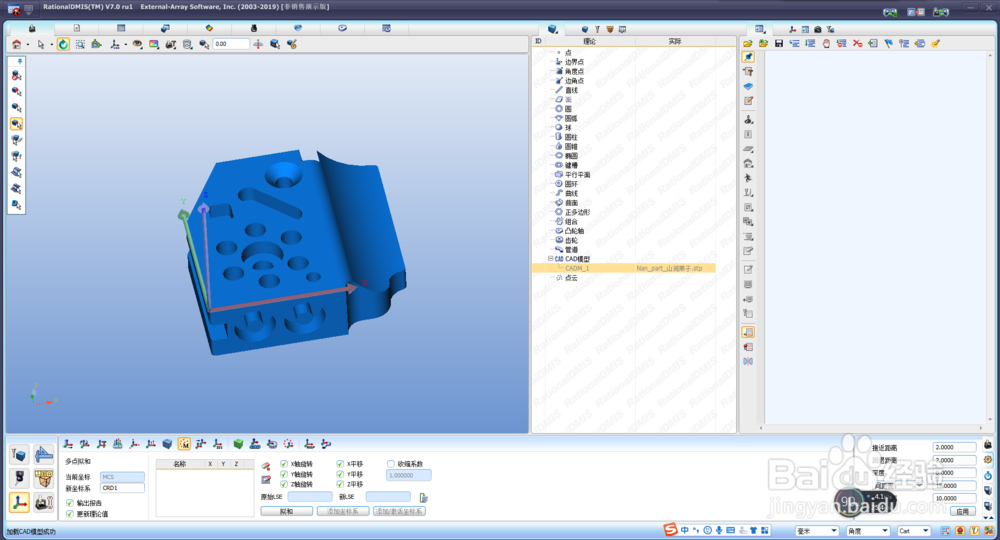
3、为了提供柔性测量和批量畲驶郜杏测量的效率,开始测量前还需要建立工件坐标系。建立合适的坐标系是CMM后续测量的基础,合理的坐标系将有助于提高测量精度和测量效率,并且,批量检测时,在编程中建立适当的坐标系可以降低工作强度,提高测量速率。简单来说,建立坐标系的方法有以下三种:(1)生成坐标(3-2-1法)。主要应用于测量规则几何工件时建立坐标系,对三维模型的存在与否没有要求。运用该方法建立工件坐标系时必须遵守321法则,即首先在待测工件上采三个以上的点来确定基准平面,其次在工件上测量两个以上的点来确定基准线,最后确定基准点,完成坐标系建立。
4、(2)多点拟合。运用RPS找正建立工件坐标系需要三维模型,主要针对原点不在工件本身、或无法找到相应的基准元素,多用于曲面薄壁、钣金类零件,如汽车、飞机的配件,这类零件的坐标系多在车身或机身上。
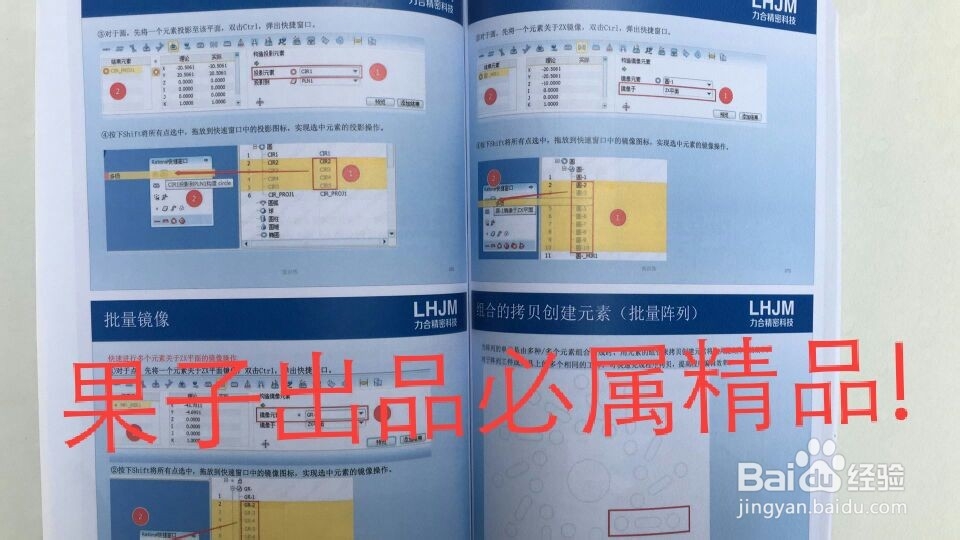
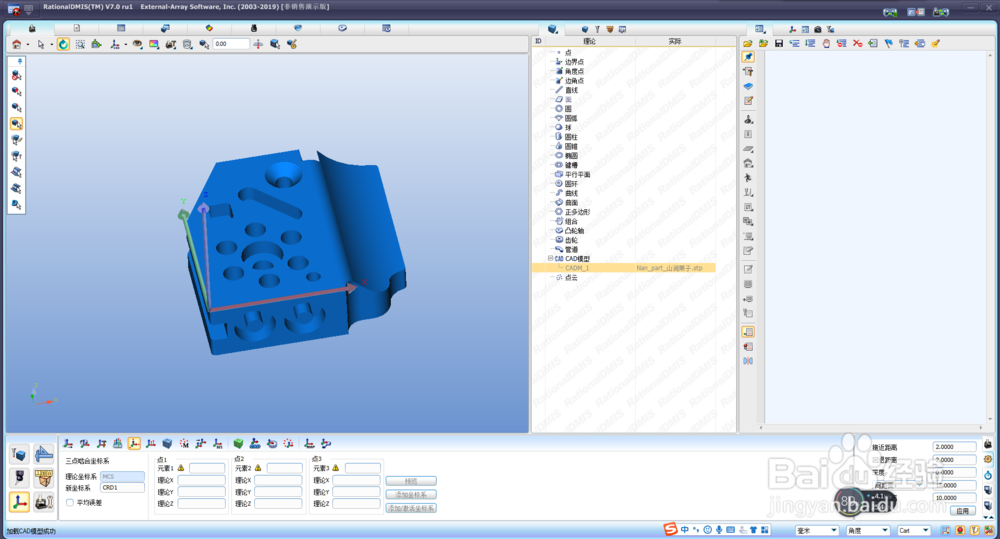
5、(3)三点拟合。三个中心点找正建立坐标系的方法简称三点找正,需要三维模型,主要针对一些特殊工件需通过三点找正确定工件位置的情况。其中,3个中心点必须是空间的非矢量元素,能确定准确的位置。元素包括点、圆、椭圆、球、方槽、圆槽,但是点必须采点位置准确,圆、椭圆、方槽、圆槽必须投影才可建立坐标系。
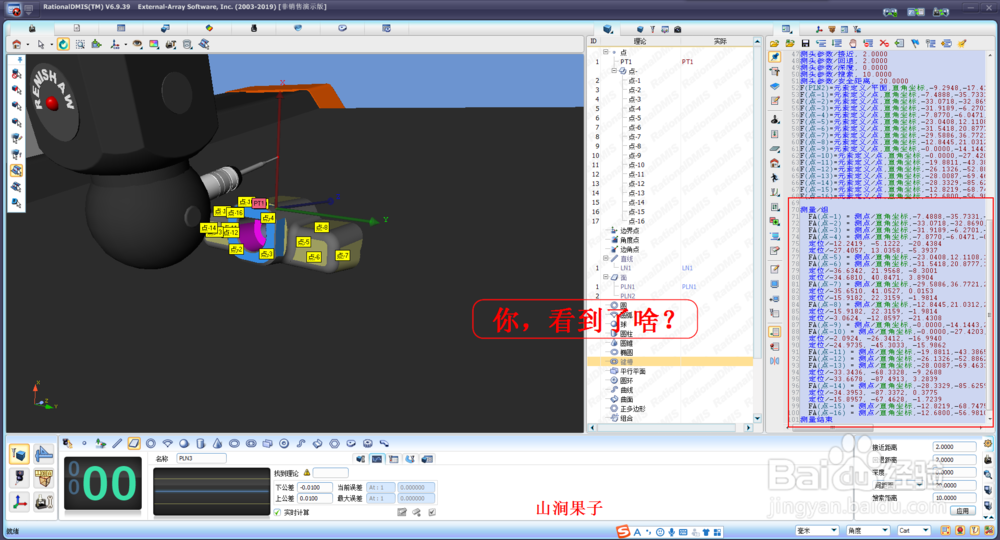
6、为了得到更加准确的测量墙绅褡孛数据,测量过程中要注意工件的摆放,以保证工件测点顺序与测针移动方向一致,这样测头移动更合理、安全。CMM是通过拾取表面点的空间坐标来完成各种几何量数据测量的,因此,测点个数及位置等的选取至关重要。理论上,采点越多越好,合理地增加测量点数可有效降低测量的不确定度,实际中,采样点尽可能多且分布均匀,覆盖整个元素范围,并符合元素测量采点规律。另外,也可通过数学计算的方法分析点的个数和位置,我们研究了测点数与测量结果之间的关系,结果表明,测点数越多,测量结果越精确,但实际中应用较少,多以最少点数及经验确定。企业批量检测时,过多的测点数会降低测量效率,而要根据测量任务及精度要求,确定测量位置及点数。CMM拾取空间采样点坐标后,经过数学运算才能得到零件的几何参数误差,算法中多采用最小二乘法。
7、3.测量窑钕仇焱结果评价与误差来源分析测量过程完成后,测量结果的分析与评定,主要是误差来源分析,是高精度产品检验的一项要求,直接影响产品评定。它是测量可靠性的表达,定量的计算描述就是测量不确定度。测量不确定度的影响因素主要有以下几个方面:(1)方法误差。主要指测量方法不完善引起的误差,如采点个数及位置的选择,基准的选择与测量,工件安装是否合理等等。测量方法的选择要建立在对图纸与零件装配、功用等的透彻分析基础上,对于不明确的地方,可以由有经验人员来把握。(2)设备误差。指由测量设备本身存在的误差而引起的测量误差,一般用测量机的示值误差或不确定度来表示,它与机器的使用工况有关,因此,CMM的日常维护保养及定期的精度补偿至关重要,另外,测头部分也是此类误差的重要来源,如测座不同角度旋转定位时产生的误差等。误差补偿技术是修正测量设备误差的重要方法,科研工作者也进行了深入的研究,是未来提高CMM测量精度的主要发展趋势。(3)人员误差。指测量人员受到自身能力限制,而在测量时引入的误差,如手动采点时由于测量速度、方向、力度的差异而产生的误差。测量人员在工作过程中尽量使各种测量影响因素趋于一致、降低到最小,如相同的测量力、测量速度均匀过渡等,并尽量使用CMM自动测量模式,这些在一定程度上可以减小人员误差。(4)环境误差。指由于环境因素与测量设备规定的标准状态不一致而引起的误差。如温度、湿度、气压、振动、灰尘等,其中以温度对测量精度的影响最大。CMM机工作时的温度要求是20+/-2。
8、4.小结CMM作为一种精密检测设备,其测量应用过程要求严格。本文就测量过程的主要环节进行了细致的分析,包括测量环境要求、测头校验、建立工件坐标系、工件位置摆放及采点个数与位置等,同时,讨论了测量过程中误差产生的来源,如方法误差、设备误差、人员误差、环境误差,并提出应对策略。实践证明,良好的测量操作与测量结果误差分析能够实现CMM机的高精度、高效率使用,同时,也是测量人员的重要素养要求。