铝合金衬ppr管热熔连接步骤
铝合金衬塑PP-R复合管,内衬ppr国标管材,外层铝合金层采用6063航天合金铝。管件采用国标S2.5系列管件,安全性更高。在施工中安装一般都采用承插热熔连接,安全可靠,省时省力,永不渗漏。
铝合金衬塑PP-R复合管剥皮过程
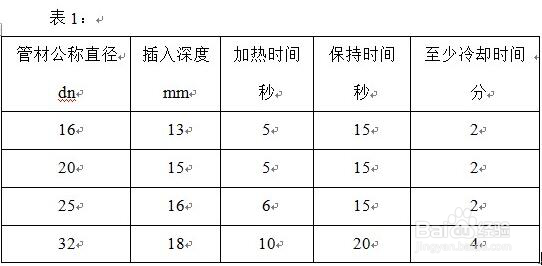
1、步骤一:划线标记:采用硬度大于2B的铅笔或碳化铅笔按照安装要求规范(见表1)画出需要剥离的铝合金层长度。
2、步骤二:径向切割:采用专用切刀在管材的径向进行切割,按所需要的长度将铝皮切断,切割深度以不伤到塑料管主体为宜。
3、步骤三:轴向切割:采用专用电动割刀在管材的轴向方向进行切割,切割时注意深度不能伤及塑料管主体,切割到位后铝皮会自动崩开。
4、步骤四:去掉铝合金层:采用钳子等辅助工具将管材端头切开的铝合金层去掉。

铝合金衬塑PP-R复合管的承插热熔连接:
1、步骤一:管材与管件的加热:1)接通熔接机电源,待加热指示灯第一次熄灭后即可用于熔接操作。2)先开始向热头滑动管件,紧接着再向加热套筒滑动管端,推入时以中等速度均匀滑动,而且应与模头保持同心,瞽攥涛徭但切忌旋转管材或管件。3)当管件推到加热头的尽头,而管材到达画线位置时,保持这一位置。4)从现在开始即进入加热时间,并加热至表1中规定的时间。规定的加热时间到达后,从加热模头上拔出管材和管件,拔出速度应适中,不能过急,但可以略带轻微的抖动动作,以利于拔出。

2、步骤二:管材与管件的连接:拔出后,应立即将管材沿管材中轴线均速插入到管件中,锂淅铄旰直至借口上卷曲的熔瘤到达铝皮的切割位置为止,并保持这一位置,稳定几分钟冷却。同样地,插入过程中不能带任何旋转的动作,在规定的冷却时间内,应扶好管材、管件,使它不受扭、弯和拉伸。

3、这是小口径的热熔,对于大口径给大家也推荐一个经验,可以参考参考。
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。