车工之柱体焊口车削方法
1、构思刀具选用,分析工艺图,做好编程准备,多一点预想,预留车削余量。(熟读工艺图,尺寸对比,牢记于心,呼之即出)根据所拥有的机床型号,都有不同的指令,有对刀捷径。操作虽然大同小异,瞽攥涛徭但是多注意一下,你会发现区别很大。比如回车和改写,如果顺序和方法按错,极有可能会撞机。
2、编程,怎样缩短车削距离,线路?怎样把毛坯车削成成品,中间有多少车削量?常用的车削指令,必须熟记,分清最基本的G01,G0区别,G98,G99区别。

3、选用夹具,挖夹具。夹具夹工件外圆,以哪里定位,哪里有毛刺经常出现的,必须勾楔让过。如筒体口端,底部就必须平整外加勾楔。挖好后,夹上工件转动主轴,可以看到夹具是否夹正,做好车削准备。


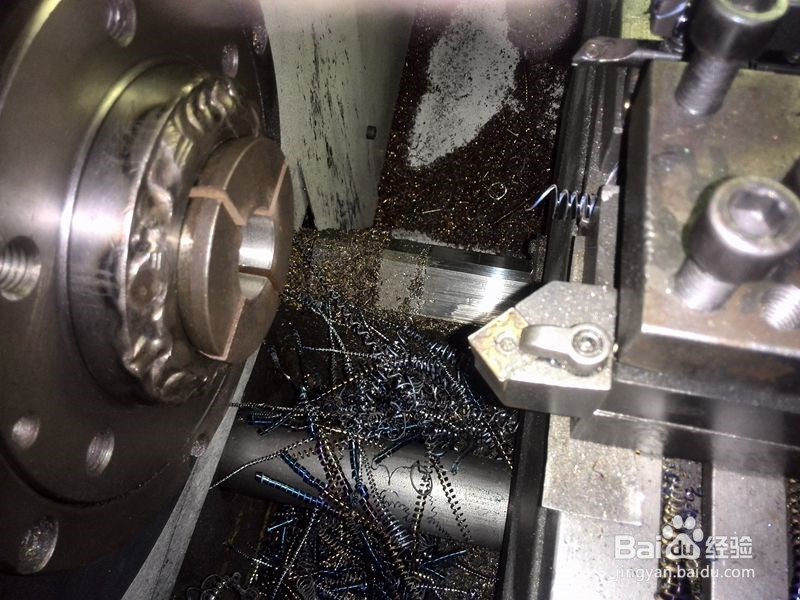
4、上刀试车,夹上毛坯件,上好选择的刀具,调出程序,把主轴转速整体速度减下去,车削。配合余量,改变转速和走到速率,毛坯件和芤晟踔肿成品之间差距很容易既能找到所需数据。集合实际,按刀也要调高矮,一般低于中心一点(大概十丝,0.1mm),效果最佳,车削端面就必须与中心相平。刀具预想,保证用刀能够不擦不撞,平稳通过。
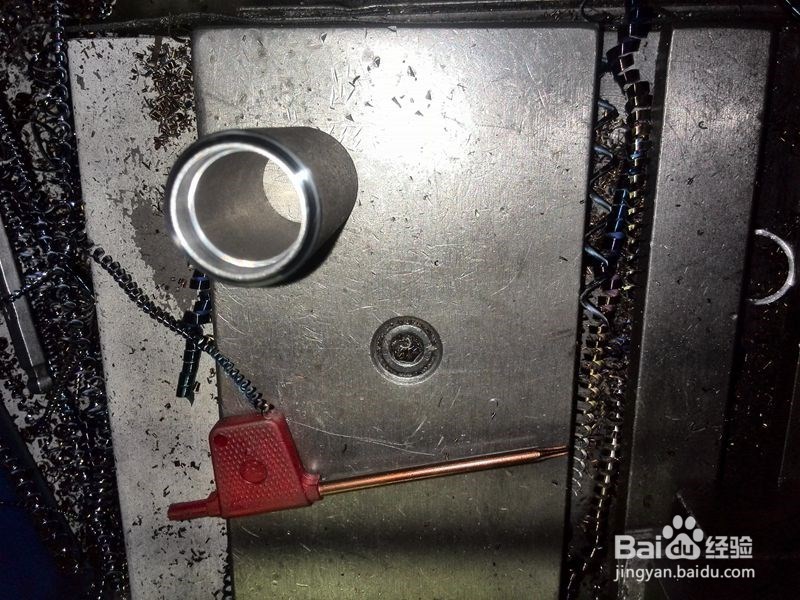
5、做好首件首检记录。对比工艺图,着重哪些事项很重要,单独对待,每次不稳定,或者有哪些尺寸不对的,需要更改,刀补或者程序数据。做好角度计算,目测标准,粗糙度,同轴度。
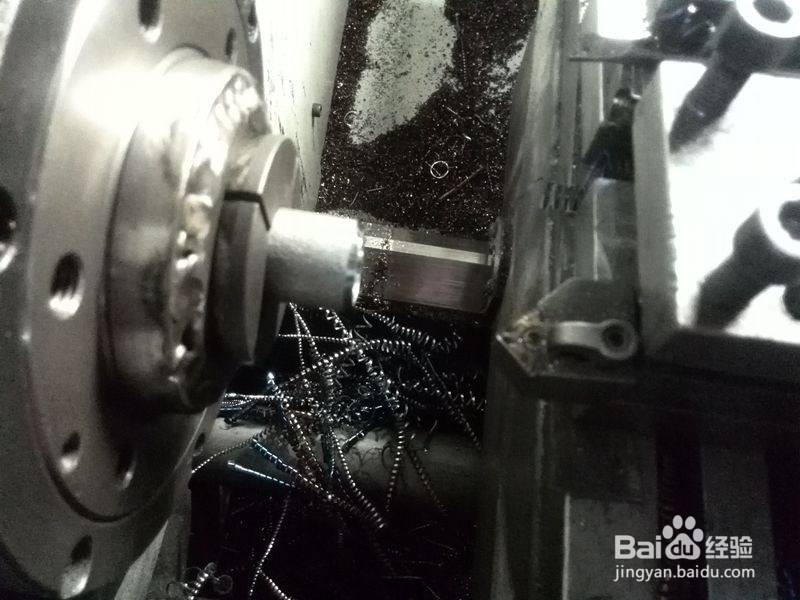
6、大批量车削加工,流水线操作。确保尺寸稳定的情况下,加工毛坯件,注意铁血颜色,也是一种技巧,是否刀具能承受车削阻力,车削角度是否给力。批量操作要求,刀具必须经用,才会达到提量标准。

声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:92
阅读量:67
阅读量:69
阅读量:72
阅读量:91