带压堵漏焊接技巧
1、简介:“带压焊接堵漏技术”是指金属中高压管道一旦出现裂纹或孔洞,发生压力介质外泄,如何在不降低工艺介质温度、压力的条件下,通过焊接使之达到重新密封的一种特殊技术手段。
2、分类:根据处理方法不同可以分为两类——逆向焊接堵漏技术、引流焊接堵漏技术

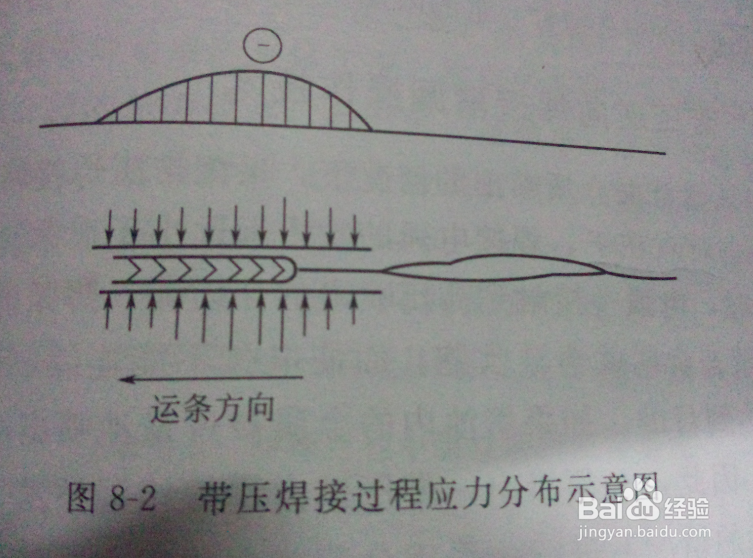
3、其一、逆向焊接堵漏:原理:利用焊接过程中焊缝和粘疵碚雩焊缝附近的受热金属均受到很大热应力作用的规律,使泄漏裂纹在低温金属的压缩应力作用下发生局部收严,并且采用收严一段补焊一段、补焊一段又会收挣婊词丬严一段反复焊接收严后不存在泄漏介质的一小段部分,直到全部无泄漏为止。
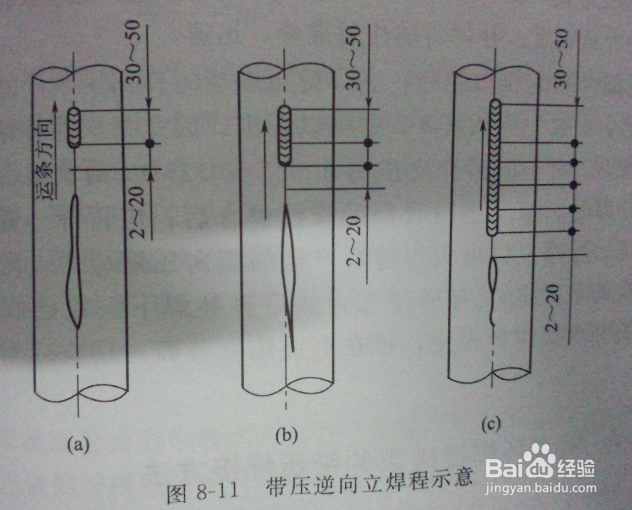
4、步骤:1、在靠近裂纹的某一端,按与裂纹长度相同方向焊一段30至50mm长的小粘疵碚雩焊缝,使裂纹前端2至20mm处在压缩应力作用下完全收严,待焊缝冷却(药皮变暗)则可继续补焊已经收严的那一小者憨骆吒段。 2、将裂纹按分段焊法全部焊合之后,再按正常焊法在补焊好的焊缝上焊一至二层。

5、注意:1、在补焊收严那一小段时,须认真观察以确认下一步补焊长度(主要凭经验判断)。 2、要严格控制焊接电弧与熔池的长度,并使其始终处在裂纹收严的范围之内。 3、补焊动作要迅速、准确,特别是引弧动作要快,以防焊缝受热膨胀。
6、其二、引流焊接堵漏:原理:利用金属的可焊性,将带有闸板阀的引流器焊在泄漏部位上,泄漏介质由引流通道及闸板阀引出施工区域,待引流器全部焊牢后,关闭闸板阀,切断泄漏介质,达到动态密封的目的。
7、特点:1、属于动态堵漏作业,不影响正常生产2、适用范围广,不仅适用于裂缝,也适用于孔洞3、消除泄漏迅速4、无需配备特殊的工具器,只需要电焊机就可作业5、必须具备动火条件方能采用
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。