带全空零件装置的冷镦机制造拉钉头的工艺
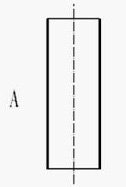
1、采用半圆切料剪刀切出要成型产品所需的长度的坯料(坯料见图A),夹子协助半圆切料剪刀将坯料送到第一主模口
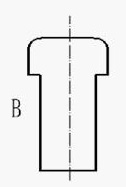
2、第一冲模(模上挖出圆坑)升上将坯料顶进第一主模腔内冲压出带圆柱头的坯料(坯料见图B)
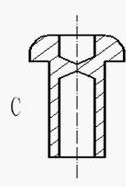
3、随后第二冲模升上,第一主模腔内的顶料棒套将坯料顶进第二冲模里,第二冲模里将坯料送到第二主模里,第弛阻廖娓二冲模的活动模(模上挖出圆坑)在冲击后退同时腔内的顶针棒伸出,和第二主模里腔内的顶针棒一起二者组合冲压将坯料的两头的孔镦出,但这一工位成型的坯料的两头的孔在中间隔一层薄壁未被贯穿(坯料见图C)
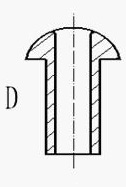
4、第二主模做成伸缩式的,第三冲模升将拉钉头完全冲成型后,此时全空零件装置(主模伸缩机构)被调到刚好允许第二主模后退,第二主模腔内的顶殁茵哒夏料棒便将两头的孔的中间的薄壁顶穿(坯料见图D),第三冲模里开有出屑孔以便使顶穿孔而产生的废屑排出,第三冲模退开时第二主模腔内的顶料套将最终成型的拉钉头坯料顶落。
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:21
阅读量:78
阅读量:52
阅读量:86
阅读量:32