Reprap 3D打印机断电续打
1、用游标卡尺测量已经打印好的模型高度,假如已经打好了45mm的高度
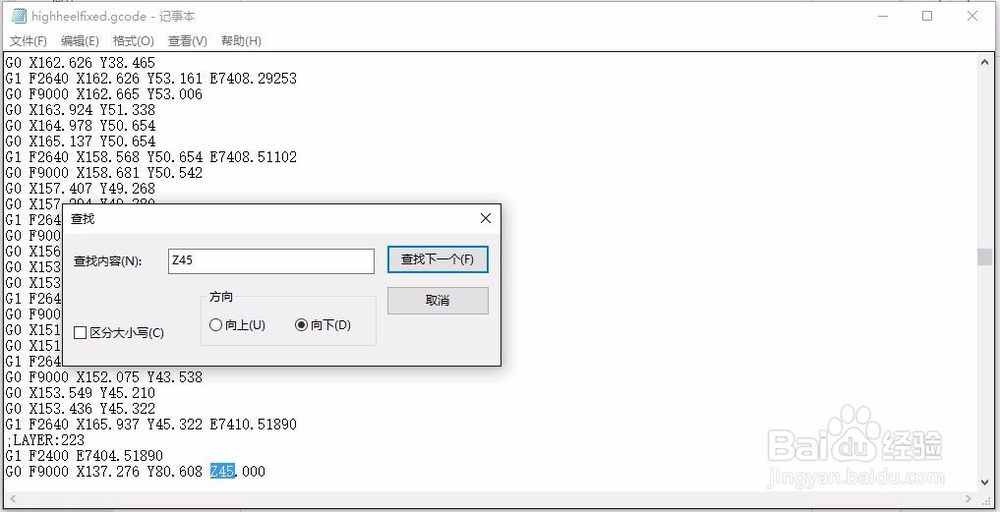
2、用记事本打开.gcode文件
3、编辑-查找查找内容:Z45Z注意要大写
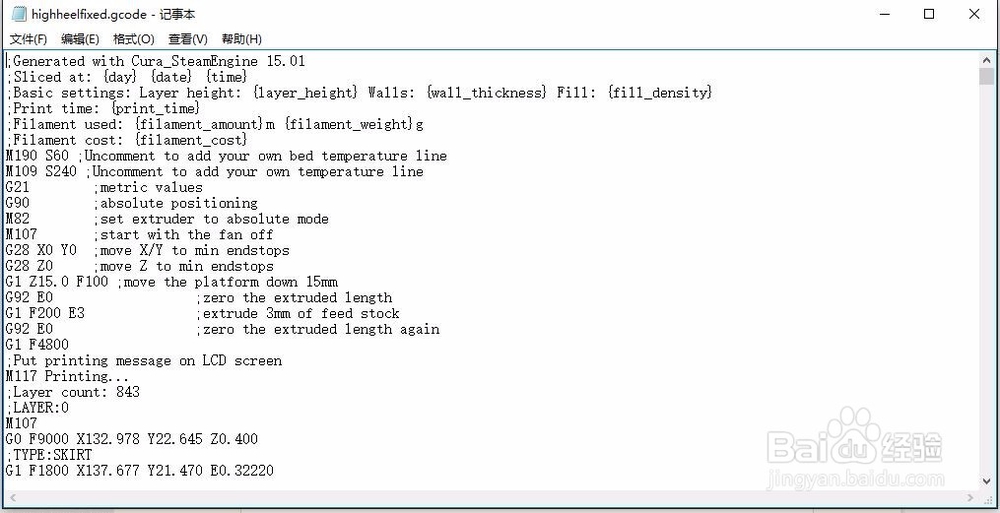
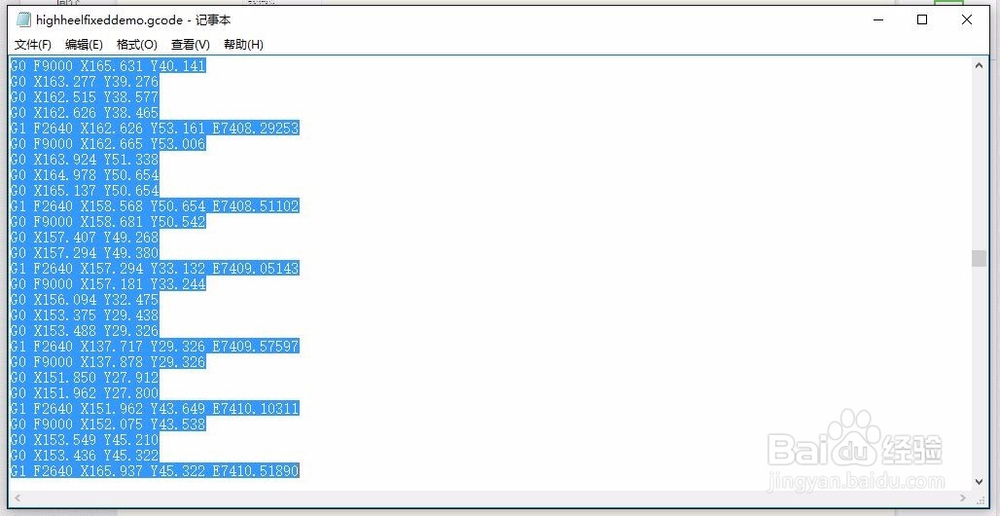
4、先另存文件,否则原来的G代码就改了从“layer223”以上的内容删去,上限见图,基本是LCD显示状态的语句之下,我用的cura切片软件,其他软件类似,注意不要删掉启动代码,一会儿要改
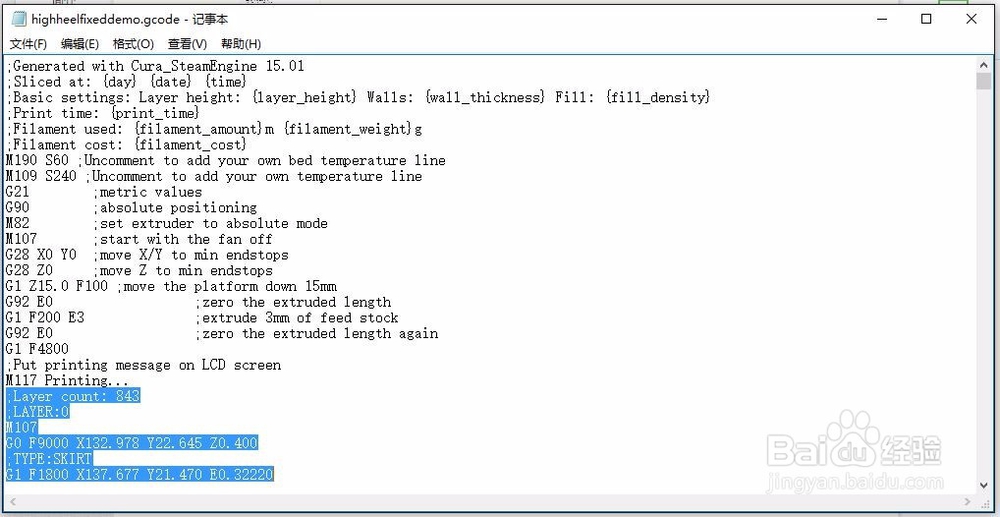
5、既然是断电续打,也就是说Z轴肯定不能归零,否则刀具直接打到工件(如果真的遇到这类情况请立即断电)删掉G28 Z0
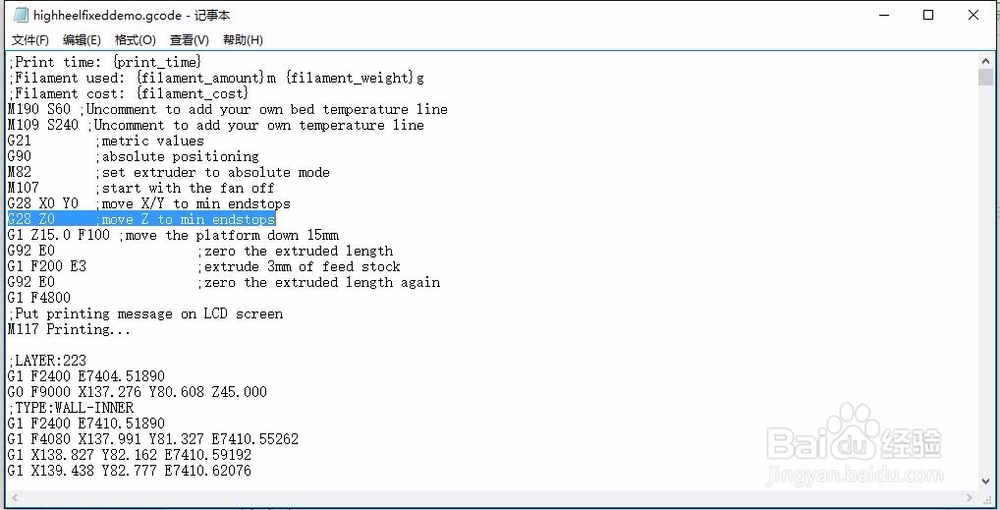
6、同时删掉下一行代码,下一行代码是启动时先抬高刀具的指令
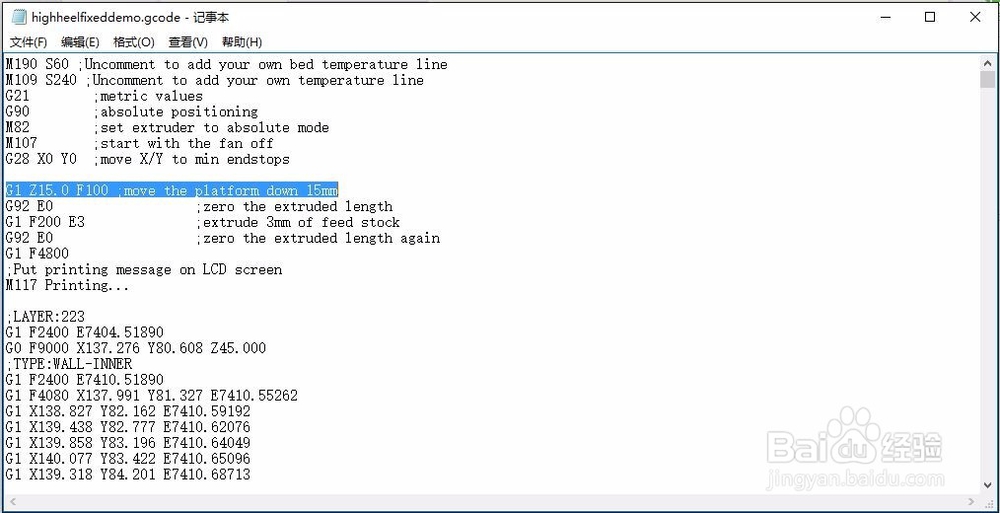
7、再下一行,是G92指令,这条指令非常有用,也至关重要G92指令可以定义当前刀具的坐标,这样我们就可以手动调节打印机到断电的高度然后给个G92指令让机器知道此时刀具在这个高度,同时挤出轴E也是有当前断电时的状态
8、可以看到下三行是启动时E轴的启动代码,也就是关于挤出机的初始化代艨位雅剖码,此时我们一般不需要这三行代码,因为我的情况是打印中断十次有九次是堵料,手动测试挤出是否正常,一般情况下,电机断电,手能够轻松将料丝送入,挤出头能顺利出一坨即可,注意是一坨不是成丝状,否则请你继续清理喷头或喉管,一般清理喷头用电阻的引脚即可,清理喉管就是把丝拔出来剪掉头再插进去。
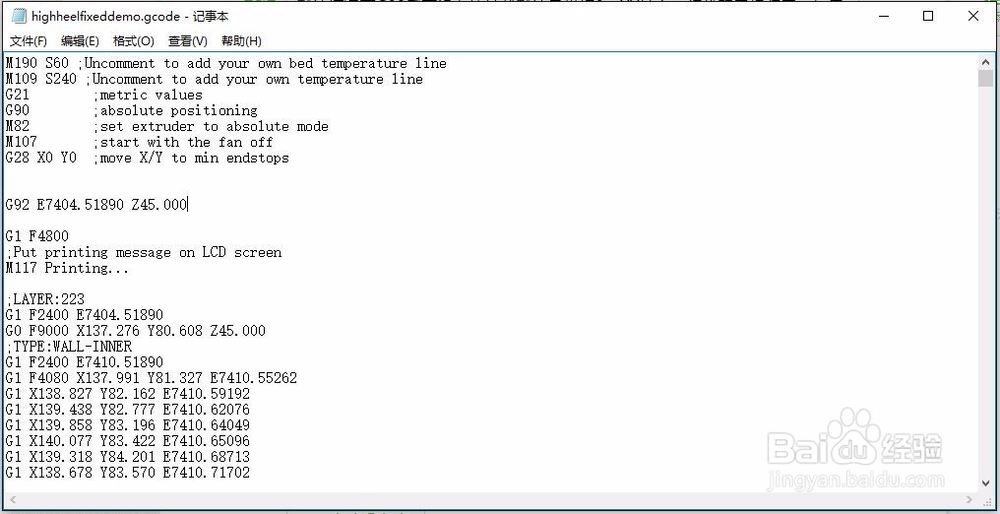
9、方便起见,留一行G92,把E0换成断电时E的长度,这里是E7404.51890在E7404.51890后面或前面加上Z45 注意中间有空格此时机器就知道了当前刀具的坐标,注意无论实际刀具在哪,机器都强制认为刀具开始时在E7404.51890Z45的位置这样就省略了Z轴归位的麻烦,但需要启动打印前相对精确地调整Z轴到实际的45mm,而挤出的E轴不用管,同样道理也适用于XY轴,但3D打印机的特点是自下而上,所以XY轴就像正常打印时初始化归位即可
10、默认情况下G92后面没有的轴就默认是坐标0,XY轴上一行代码已经归零,如果强迫症童鞋可以自己添加X0 Y0,不添加效果一样
11、再下面的G1 F4800指令可以删掉,不删也不影响,因为之后又有G1指令覆盖了,这条指令是定义加工速度的M117是显示LCD的指令,一般不删,起指示作用至此代码修改完成