PE-RT II型管连接方式
1、63以上大口径PE-RT II型管采用对焊连接方式,分为四个步骤:机架放于水平地面上,打开卡瓦将管材与管件固定,用卷尺测量管材与管件之间的距离。由于管材较长,在后诹鬃蛭镲面需要用支架垫好,让管材与管件接触面垂直,在同一水平线上,避免左右或高低产生错位,然后用扳手拧紧螺栓。
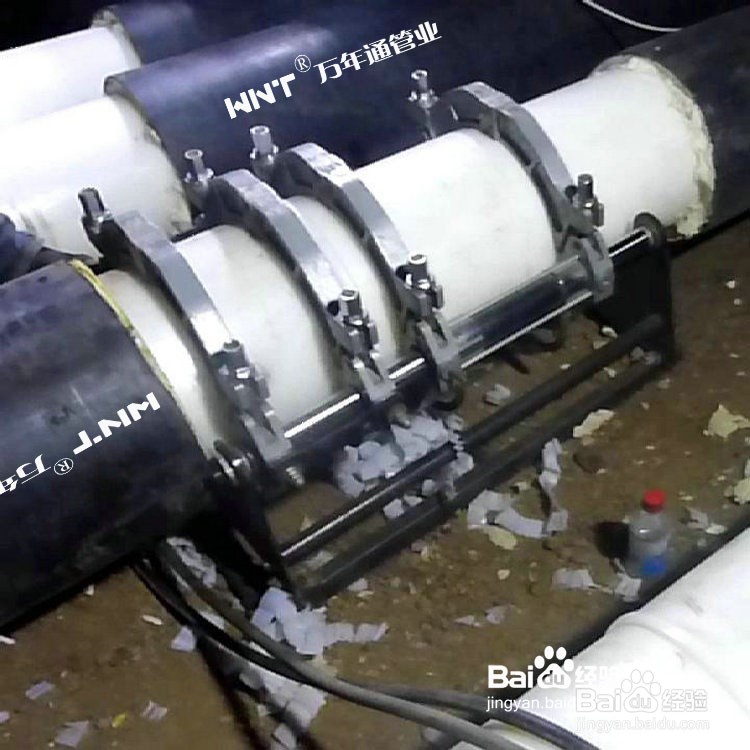
2、用干净抹布沾酒精擦拭管材与管件内外100mm处,然后把刨刀插好电源置于机架上,固定好,开启刨刀,平行推进机架行走部,铣平管材、管件端面,取走刨刀,合拢机架检查两端是否处于同一水平线,(如果有错位,重新松开螺栓调整)·再次用酒精擦干净管材内外的灰尘和油污。

3、用酒精擦拭加热板,防止上面有灰尘或者油污,容易形成虚焊,通好电源,调整温度为220℃,等温度加好后放于机架上,推动机架行走部是管材和管件紧贴加热板,缓慢加力,使其端面慢慢熔融

4、当卷边熔融至3-5mm时机架往后退,迅速蚨潍氢誊移开加热板,同时推进机架,快速使管材管件熔接在一起,接口处要保持恒定压力,避免用力不均匀造成虚焊,这一环节过程要注意不能移动管子,也不能有外力作用在管子上,直至接触口温度冷却下来以后才能撤去外力,拆下机架固定夹具,移走机架,焊接完成。


声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。