试模时几种经常出现问题及解决方法
一、支撑胶柱走不齐及拉白、拉爆。
改善方法:
(1)在胶柱根部加作“十”字筋尺寸
(2)加大胶柱的出模斜度,可以比其它部位的斜度大0.5-1。
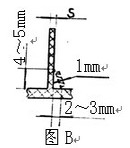
二、胶骨走胶不齐
改善方法:
在胶骨的一侧或两旁加筋,筋的尺寸如图B。筋间距为15mm-20mm。
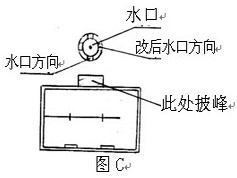
三、电池门扣位方孔走坡峰是很多成品出现的问题。主要原因是电池门扣位方孔距入口太近,设计成品时不要使水口距扣位方孔太近。如果必须如此设计就请将水口方向改为如图C虚线表示方向。
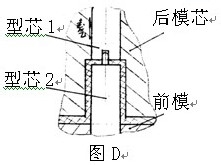
四、底壳装螺丝胶柱经常走不齐(困气)
原因:由于胶柱顶部困气形成的。
改善方法:在后模芯上加多型1,增大型芯1与后模芯的配合间隙,以便走气。(如图D)
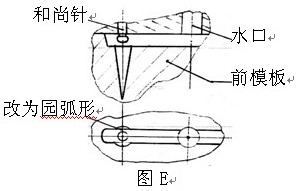
五、三板模水口粘前模板
原因:一般都不是和尚针的扣位不足拉不出,而是由于和尚针周围的胶位薄拉裂,降低拉力。
改善方法:把和尚针附近的胶位改为园弧形状,增加胶厚。(如图E)
六、胶尾走不齐、困气、产生气花 改善方法:在胶尾开排气槽。尺寸:深为0.02-0.04mm;宽为5-10mm。
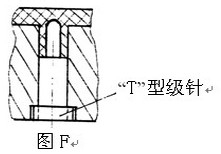
七、自攻螺丝孔针经常有拉脱现象
原因:该针是直的,容易松脱拉出,这种现象在生产和试模时经常发生。
改善方法:不要做成直形针,希望做成“T”型针。(如图F)
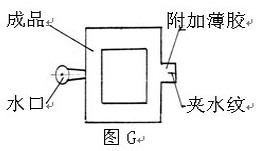
八、在成品设计时就考虑消除夹水纹。
改善方法:在成品设计时产生夹水纹的地位。附加一部分薄胶,在啤做时使得夹水纹产生于附加薄胶上,然后象切披峰一样切去。(如图G)
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。