游标卡尺怎么测量工件
1、首先要校对游标卡尺的精确度,当下面副尺上的零刻度和主尺上的零刻度对齐时,说明卡尺零误差,可以用来测试工件。

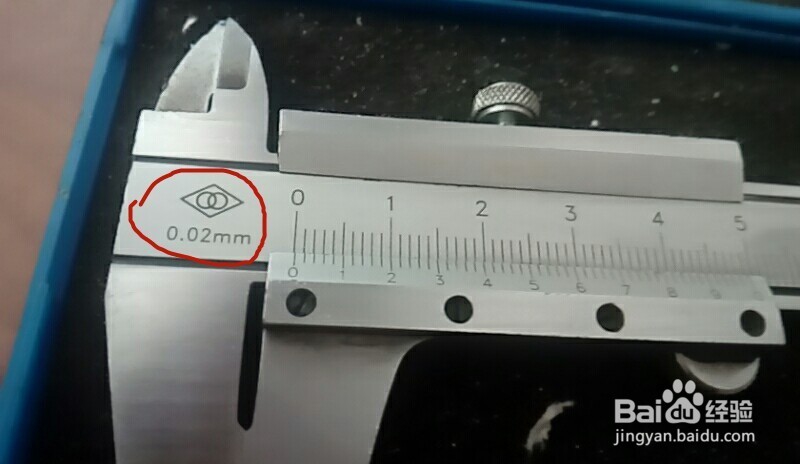
2、拿到游标卡尺时,除了对零校队,其次就是看清卡尺上精密度是多少,如图中红色圈内,该卡尺的精密度是0.02
3、卡尺分为内抓和外抓,内抓用来测量内径尺寸(如孔)。外抓用来测量外径的尺寸(如圆柱体的直径、平行的)。

4、如测量外径时,卡尺的两个外抓要紧靠测量的工件,卡尺、工件要保持在一条平行线上,测量的尺寸才更精确。
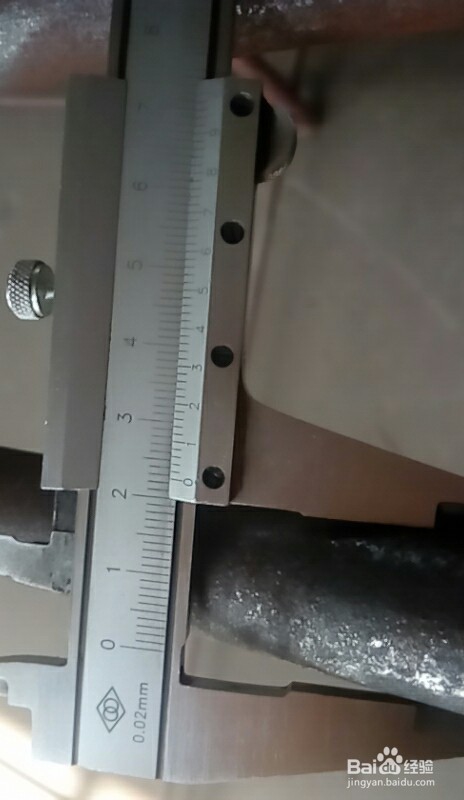
5、当副尺上的零刻度线对准主尺上的刻度线3,茸垂扌馔则读为30mm,当副尺的零刻度线超过3刻度线后,并未和下一刻度线对齐时,要看副尺上的那个数字和主尺上的任意刻度线对齐时,就按副尺上的刻度数读,比如下面:副尺上的4刻度线和主尺上的5刻度线对齐,则读为30.4mm

6、游标卡尺是要轻拿轻放的,随便的拿放卡尺,卡尺的精确度容易有误差。一般卡尺都会放在固定的卡尺盒子里。

7、游标卡尺时机械行业必不可少的测量工具,也是对要求不是很精确的工件,最常用的测量工具。以上便是游标卡尺的用法,希望能帮到你,谢谢。

声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。