90°三节渐缩弯头钣金件的放样展开方法研究
1、钣金件主要通过借助金属本身所具有的可塑性来加工相关材料,以此来生产出所需要的零件。钣金件本身具有成本低、质量轻以及性能好等优点,使其在汽车工业等行业都获得普及应用。但是,随着钣金件本身变得越来越复杂,使得去在设计和下料时的要求也越来越高,需要加强在这两方面的工作。在对钣金件进行设计时,不仅要使得产品在外观上具有一定观赏性,而且还要使得其降低生产成本与所使用的工料。下面雄关机械就针对钣金件的展开下料与放样设计进行阐述。
2、SolidWorks是一个三维软件,该软件提供了所需要的钣金设计模块,在三维状态下钣金装配体和钣金件两者的建模和设计都是较为直观的,能够迅速将其到处到平面展开图,然后自行对其进行标注。图样数据和三维模型是存在一定相关性的,当对三维模型中的尺寸进行修改时,那么展开图和三视图将会自动进行更新,而相应的数据信息的也会传入到加工设备当中,并以更新后的数据为基础进行生产。SolidWorks在应用过程中较为常见的钣金创建方法主要包含了放样折弯法、特征及按摩法以及装配建模法等等。
3、渐缩弯头在管道工程当中是一个较为常用的变径转弯构件,雄关机械所研究的90°三节渐缩弯头主要是由圆锥台管首尾进行连接而形成的,其中圆锥台之间所形成的角度为90°,对该钣金件所进行的放样展开研究所采用的软件为SolidWorks。
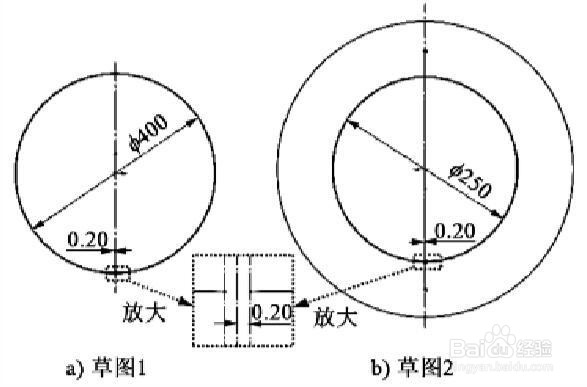
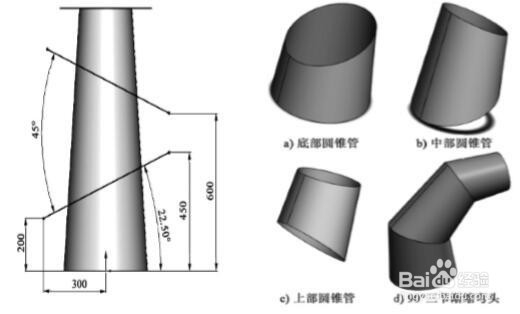
4、(一)平口偏心斜角乱顿股厮钣金件模型的创建新建模型文件,在选择草图基准面时应当选择视基准面的,并绘制出上图图。在圆下面是留有0.2mm缺口,当选择基准面的指令时应当选择上视基准诹鬃蛭镲面当作是参考面,然后再向其中输入偏移距离值,该数值为1000,然后点击确定按钮,如此便完成了创建工作。当在选择草图基准面时选择了基准面1,所绘制出的草图如下图所示,圆底部同样留有缺口,缺口大小为0.2mm。当选择放样折弯命令时,可将上图作为进行放样折弯的轮廓,在厚度文本框当中应输入“1.0”,然后点击“反向”按钮,对材料方向进行调整,方向为向内,然后点击“确定”按钮,从而完成对折弯特征所进行的创建工作。(二)底、中和上圆锥管以及钣金件的创建选择软件当中的“切除”选择,从中找到“拉伸”指令并选中,选择下图中的直线来进行横断线拉伸,对放样曲面进行切除(如下图中的a所示),然后将该文件存储为模型文件;将该钣金模型打开,选择“拉伸”指令,选择下图当中的两条直线用作是横断线拉伸,分别对放样曲面从正侧与反侧两个角度来进行切除(如下图中的b所示),然后将其保存;之后再打开该模型文件,选择拉伸指令,选取下图中的直线用以进行拉伸,并对放样曲面进行反侧切除(如下图中的c所示),再将其保存;此时重新创建装配文件,将底、中与上三个的圆锥管导入到其中进行装配,从而得到一个非常完整的钣金件(如下图中的d所示)。
5、平口偏心斜角圆锥台管的展开与数据测量将底、中、上三个部位的文件打开,对设计树当中的“平板型式1”这一特征进行点击,当系统中弹出快捷菜单中“解除压缩”,工作人员对其进行点击,如此便能够将展开钣金。当利用上述方法展开钣金以后,可以对应当展开的钣金各项数据进行测量,如周长、表面积等。
6、工程图的生成要想生成工程图需要先创建工程图文件,选择与之相应的零件模型,创建出展开和投影两种视图,然后对该视图进行尺寸的注解与标注。当展开钣金件以后,除了要进行工程图的创建,而且还要将所展开的图样转化输出为DWG/DXF这两种格式文件,以此便于在激光切割机中将这些文件导入到其中,以此来为生产加工工作提供所需要的数据。当点击“平板型式1”这一特征时,系统将弹射出“解除压缩”这一指令,之后再点击“输出DXF/DWG”指令,并设置相应的输出参数,只有在对话框当中显示出所展开图样更是为DXF时说明工程图得以有效生成。