机床的动力头实验
1、实验目的:1、学习以转换为中心的单系列的编程方法。2、对复位和置为指令的学习,练习。
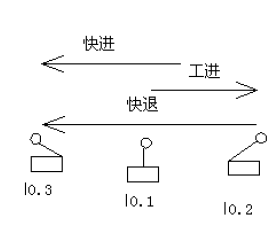
2、工件加工示意图:
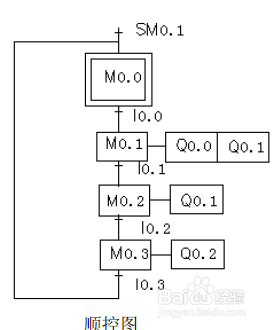
3、顺序控制图:
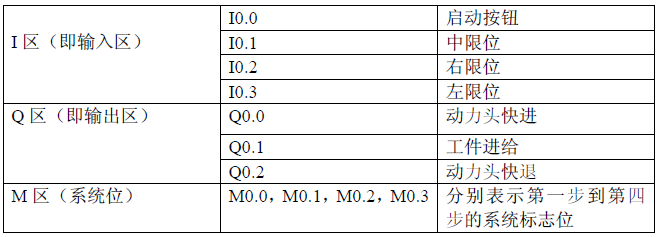
4、根据顺序功能图对PLC软元件地址进行分配:
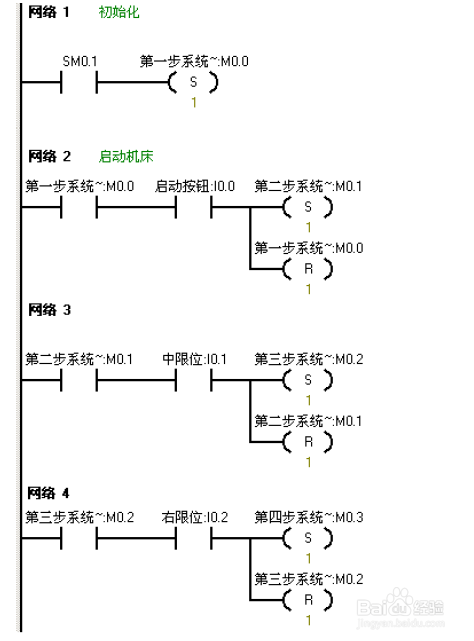
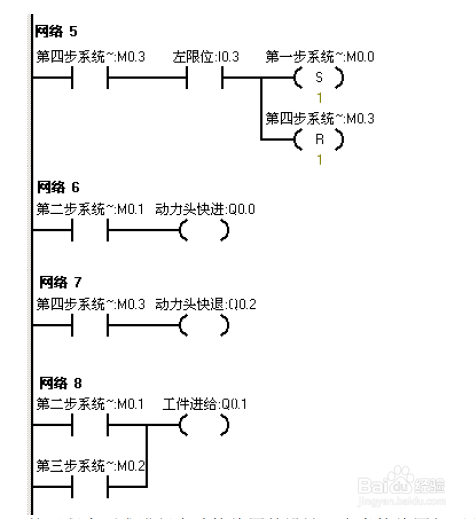
5、根据要求编写出程序:
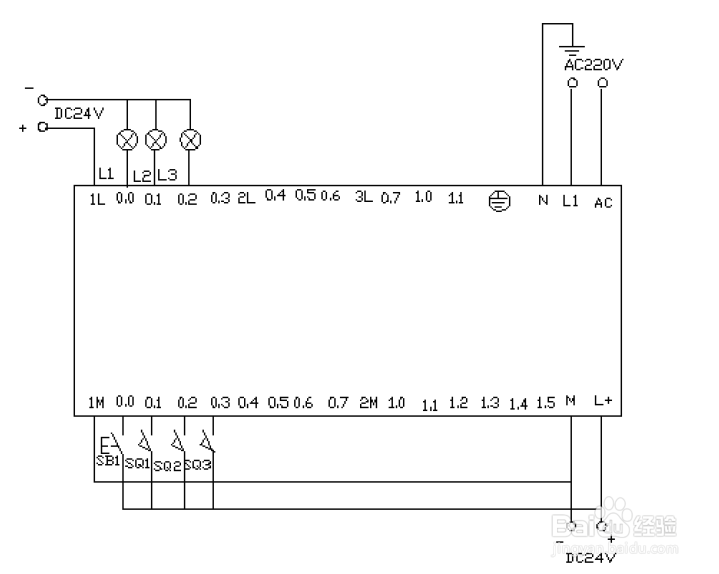
6、按照程序要求进行实验接线图的设计。参考接线图如下所示:
7、实验调试及结果分析:把程序下载到西门子S7—200 系列的PL觊皱筠桡C 中然后通过在线控制面板进行程序调试。当按下在线控制面板上的I0.0f 骀旬沃啭时(即I0.0 闭合)表示启动机床。此时Q0.0 和Q0.1 同时亮。表示机床动力头和工件一起快进。当按下在线控制面板上的I0.1f时即(I0.1 闭合)表示机床动力头到达中限位。此时Q0.0 灭,Q0.1 继续亮。表示工件继续进给进行加工。当进给到达到右限位也就是说按下在线控制面板上的I0.2f,即(I0.2闭合)此时Q0.1灭。Q0.2亮,表示机床动力头进行快退。当退到左限位时,也就是说按下在线控制面板上的I0.3f(即i0.3闭合)此时Q0.2灭。机床动力头到达初始位停止,准备下一次的工作。
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:57
阅读量:94
阅读量:63
阅读量:22
阅读量:87