齿轮加工的常见问题和解决方法
一、市场现状
金属加工油品主要分为切削加工油和塑性加工油(如冲压油、拉伸油、引拔油等),其中消耗量最大的是切削油,尤其是齿轮切削相关用油量居多。目前,国内各大汽车制造厂、发动机配套厂、精密仪表行业大都使用原装进口或外资品牌在国内生产的齿轮切削油,采购成本高,灵活性较差,故而,无论是从市场角度,还是从技术角度来讲,都应该攻克齿轮切削油的难关。
二、案例分析
在齿轮切削加工时,多把刀具同时工作,各个进程的扭矩不同,要求匹配油品必须在加工全阶段都要发挥作用,所以极压抗磨剂的品类越全、比例越高油品的使用效果就越好,刀具磨损快、工件光洁度差等问题主要发生在加工中后期,此区间是物理润滑向化学润滑过渡的过程,所以要求润滑油中的极压抗磨剂在此区间的释放要快速稳定。
现以为客户解决的齿轮切削油问题举例说明。
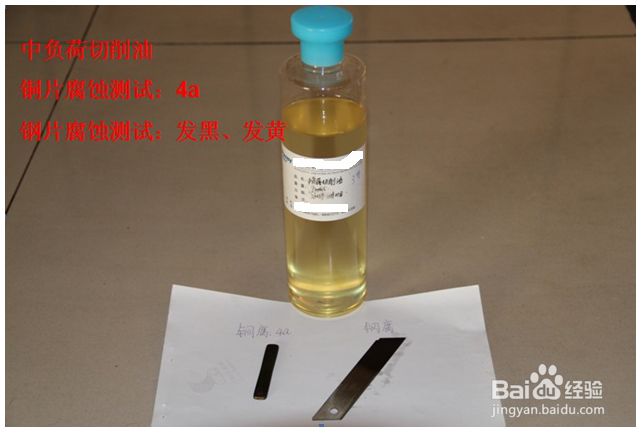
齿轮切削油油样来源:杭州某油品调和厂,一并提供的还有客户现用的基础油;
---目的是为确保测试条件的一致性。
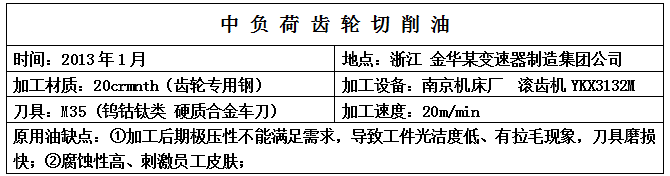
客户工艺及问题如下
为方便数据进行比对,对以下油样进行编号:
A:客户原用中负荷齿轮切削油,配方中主要添加剂为:
日本硫化猪油**10+T301+美国硫化烯烃**40+余量150sn、
B:根据客户现有问题改善后的配方为:
YD-30155%+T30110%+YD-1810C3%+1%防锈剂+精制猪油5%+余量150sn
部分测试结果、截图如下:
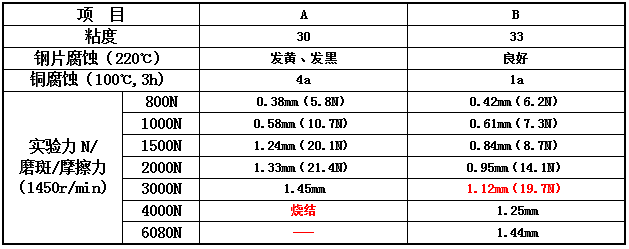
注:1公斤=9.81N;在同等实验力的作用下,磨斑越小,其极压抗磨性越好,对工件及设备的保护越强。
通过上述四球数据图及磨斑数值,可以看出:评判上述两款切削油极压抗磨性能的着重点要放在1000N~3000N这段关键作用区间即油品“物理—化学油膜”生成过程中的线性波动上,而不是单纯的关注PB、PD;从上表数据看,磨斑、摩擦力波动越小,时间越是短暂,它的实用效果就会越好
三、结术语
鉴于目前基础油市场比较混乱,各批次基础油的感受性不尽相同,结合客户之间加工工艺、加工速度的差别,故建议齿轮切削油配方的主要添加剂为:
中端:YD-30154%~10%+氯化石蜡8%~20%+防锈剂1%~3%+精制猪油5%+余量基础油
高端:YD-30154%~10%+硫化猪油3%~6%+氯化石蜡8%~20%+防锈剂1%~3%+精制猪油5%+余量基础油。
另外,建议在所有金属加工油的配方中添加精制猪油,常规添加量为5%~8%,优点是既可以助溶,又可以提高油品在低温时的抗磨性能;考虑到客户用油习惯,建议此款切削油的粘度调整在20~30之间(40℃)。