数控角钢生产线调试步骤及规范
1、将现场及设备清理干净,将设备需润滑的各个部位进行润滑检查各部分的连接情况,确认机械连接部分连接正确无误设备运转后无安全隐患。

2、根据现场情况将电器柜放好,对设备进行现场布线。确认无误后方可逐步送电,对驱动器参数进行设置
3、将液压站油箱根据要求加注液压油,检查管接头的连接情况。先将截止阀松开再将各溢流风面劳洵阀的调压手柄全部旋松,接通电源启动液压站电机判断电机的方向无误。
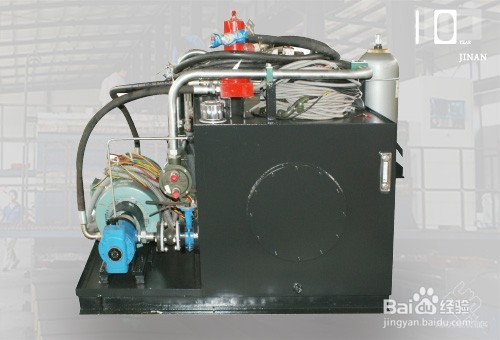
4、根据要求将低压溢流阀组的电磁溢流阀调至6MP,高压系统阀组的电磁溢流阀最高调至25MP一般调至20-23MP即可。

5、消除机器的电气故障,确认无报警后手动实验设备的动作,检查动作是否正确对各开关安装位置进行调整。
6、从小料试起手动冲料检查冲出孔的质量,实验剪切检查剪切质量是否符合要求。

声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:68
阅读量:89
阅读量:44
阅读量:26
阅读量:30