如何计算工厂的生产线平衡率
1、明确测量目的和对象。是否因生产量变动(增产或减产)而进行测算;是针对某条生产线、某段工序还是整个流程进行测算。这一步是非常重要的一步。
2、测量每个员工各工序的时间。利用秒表法(正常的作业速度,测试20个以上工序时间,取平均值)。以A产品的某个员工的工序的时间为例。

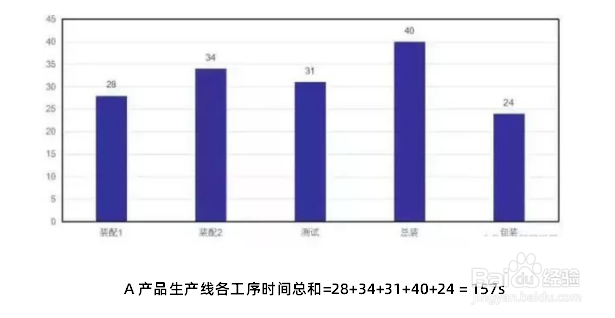
3、用同样方法计算得出不同人员在不同工序所用时间,相加起来。例:A产品生产线各工序时间诸拗杏末总和=28+34+31+40+24=157,共5位员工。
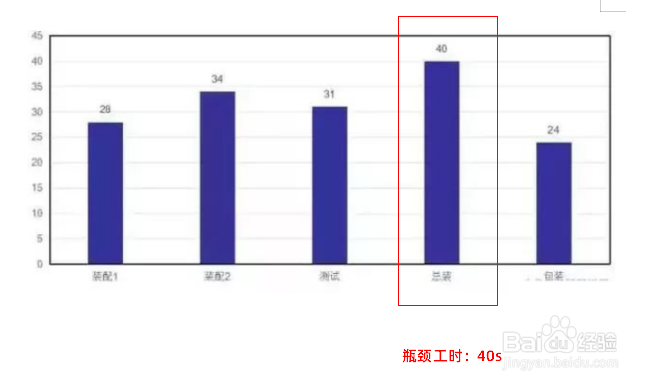
4、同时找出该工序的瓶颈工时。比如该工序的瓶颈工时为40s。
5、根据公式,计算得出该生产线平衡率。A产品平衡率=生产线各工序时间总和/(瓶颈工时*人员数)。
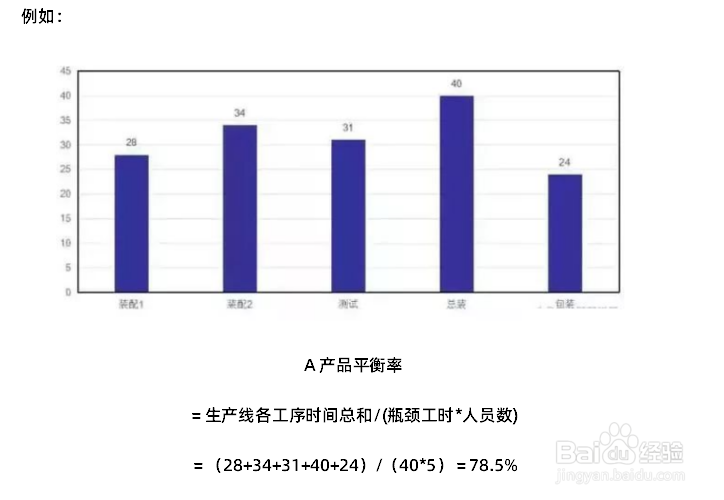
6、平衡率<85%,水准差,90%>平衡率≥85%,良好;平衡率≥90%,属于优秀。如图中所示,该生产线平衡率就处于较差水平。
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:68
阅读量:93
阅读量:20
阅读量:89
阅读量:20